
 当前位置: 首页 > 案例介绍 > 案例介绍
当前位置: 首页 > 案例介绍 > 案例介绍 
案例
名称:太重集团特殊压力容器装配测量
项目背景:有一个直径2米、高6米的压力容器,周围需要焊接各种接管,同时对于接管的角度以及支撑架的装配精度进行测量,测量精度小于0.5MM。

测量方案:用全站仪的测角以及测距功能来实现较高的测量精度
现有仪器状况:国产全站仪设备的测距精度集中在1.5—2MM之间,完全不能满足要求,徕卡TS60的测距精度最高为0.6MM,再配合特殊软件能够达到0.3MM的精度,满足精度要求。
实施过程:1、 反应堆压力容器示意图如图所示。
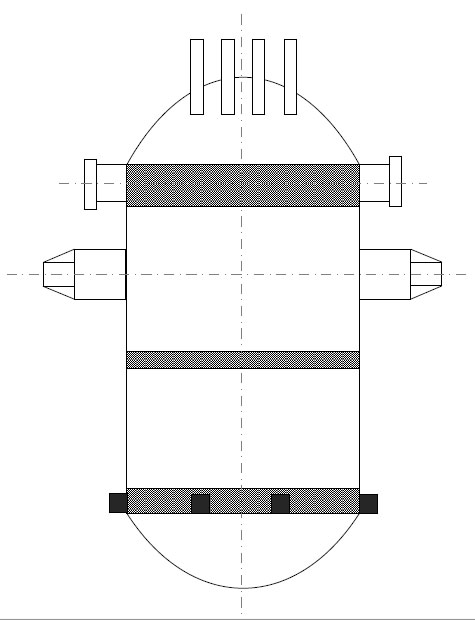
容器高6—7 米,直径2 米,在其装配时需要精密测量技术进行保证,测量的内容为:筒节组对时的尺寸测量、接管与筒节装配时尺寸测量、下筒体组件内的定向支撑块装配的尺寸测量及焊接变形监测、工件的位置度检测。
2、根据现场的测量条件及测量要求,考虑采用全站仪工业测量系统进行测量。
全站仪系统组成:全站仪工业测量系统硬件

3、全站仪工业测量系统软件
依据上边软件可以计算出空间坐标测量的精度。高精度全站仪配合球棱镜10m 内点位测量精度优于0.3mm。
三测量方案
1、工件的工位位置检测
要保证容器的整体装配精度,需对各工件进行检测,精度要求为:下筒体直立时的垂直度检测≤1″,下筒体水平时的水平度检测≤5″,上法兰密封面水平放置时的水平度检测≤5″。
(1)下筒体直立时的垂直度检测。测量时,利用两台高精度测量全站仪配合球棱镜测量,如图4 所示。

图4 下筒体垂直度测量示意图
在大概对边的位置各布设一台仪器,保证两台仪器通视,将其中一台仪器(下称仪器1)大概瞄准下筒体轴线方向定为水平度盘零方向。在下筒体表面上大致均匀的位置测量一些点位,圆锥拟合得到下筒体的中轴线及下筒体坐标系,由中轴线与水平面的夹角得到其垂直度,并在筒体轴线上取两个点A 和B,由A、B 两点在仪器1 坐标系下的X 和Y 坐标判断下筒体轴线的倾斜方向。由于全站仪配合球棱镜的点位测量精度为0.3mm 左右,假设下筒体高2m,则下筒体直立时的垂直度检测测量精度大概为22″。
全站仪的测角精度为0.5″,为了提高测量精度可只用全站仪的测角功能,如图5 所示,在下筒体周围均匀摆设3 台全站仪(成120°角),仪器两两通视,测量时3 台仪器构成测量系统,配合标志进行测量。此方法下筒体直立时的垂直度检测测量精度大概为15″。
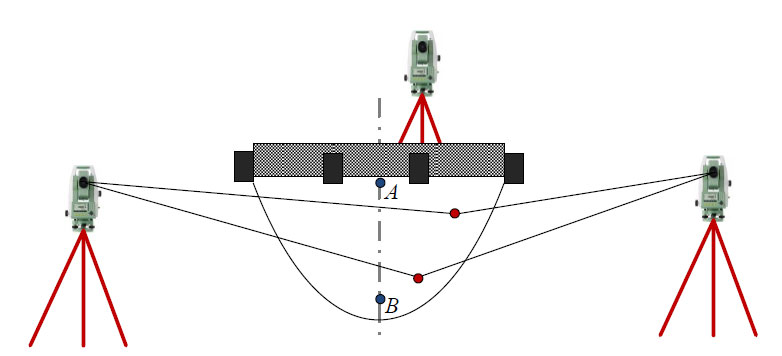
图5 下筒体垂直度测量示意图
(2)下筒体水平时的水平度检测。测量时,利用一台高精度测量全站仪配合球棱镜测量,如图6 所示。
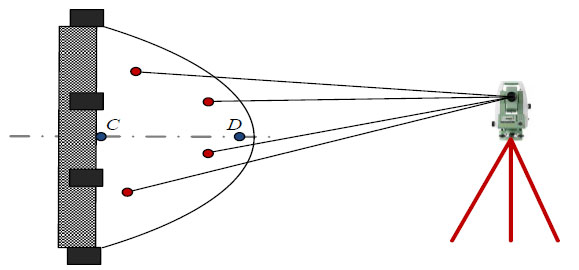
图6 下筒体水平度测量示意图
在下筒体锥顶的正对位置架设仪器,在下筒体表面上大致均匀的位置测量一些点位,圆锥拟合得到下筒体的中轴线,由中轴线与水平面的夹角得到其水平度,并在筒体轴线上取两个点C 和D,由C 和D 的纵坐标判断筒体倾斜的方向,进而进行调整。
(3)上法兰密封水平放置时的水平度检测。测量时,利用一台高精度测量全站仪配合球棱镜测量,如图7 所示。
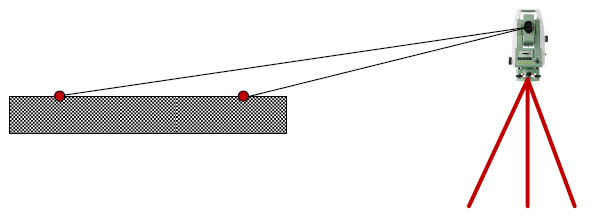
图7 上法兰密封水平放置时的水平度检测示意图
在上法兰表面上大致均匀的位置测量一些点位,根据点位的纵坐标判断上法兰密封水平放置时的水平度偏移量,并进行调整。根据全站仪的点位测量精度,上法兰密封面水平放置时的水平度检测精度大概为22″。
2、下筒体组件内的定向支撑块装配的尺寸测量及焊接变形监测
上筒体组件内的定向支撑板是保证中部筒体安装的基准,所以其精确定位是上部件安装的基准,需要对其安装焊接过程进行精密检测。精度要求为:支撑板相对于法兰面的平行度检测≤0.5mm,支撑块的周向定位角度公差≤1″,支撑块焊接过程中相对于法兰面的平行度≤0.5mm(≤0.1′)。
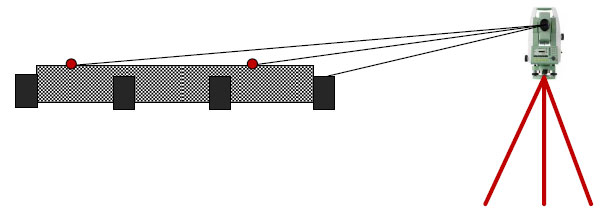
图8 上法兰密封水平放置时的水平度检测示意图
(1)支撑块相对于法兰面的平行度检测。测量时,利用一台高精度测量全站仪配合球棱镜测量,如图8 所示。在上法兰表面上大致均匀的位置测量一些点位,通过平面拟合得到法兰面坐标系,在支撑块上表面测量足够的点位,平面拟合得到法兰面与支撑板的平行度,并根据支撑板测量时的点位在法兰面坐标系下的纵坐标进行调整。
(2)支撑块的周向定位角度公差。
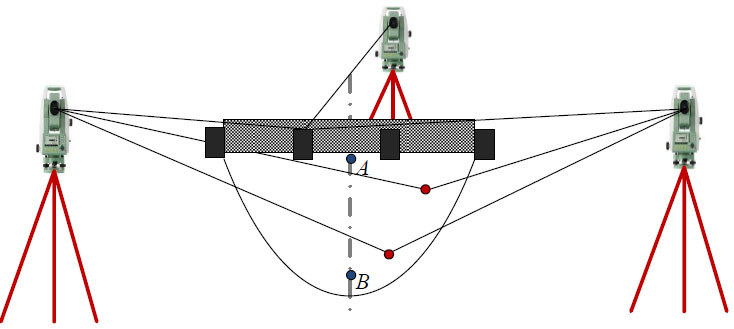
如图9 所示,在下筒体周围均匀摆设3 台全站仪(成120°角),仪器两两通视,测量时3 台仪器构成测量系统,配合标志进行测量。在下筒体表面上大致均匀的位置测量一些点位,圆锥拟合得到下筒体的坐标系,在每块支撑板上测量能代表支撑板周向方向的点位,求取支撑板之间的相互夹角,得到撑块的周向定位角度,根据设计值进行调整,检测精度大概为22″。
(3)支撑块焊接过程中相对于法兰面的平行度。测量方法与“支撑块相对于法兰面的平行度检测”一致,只是在焊接过程中需要进行监测。
3、筒节组对时的尺寸测量
容器由多个筒节组成,各筒节在装配时需要保证其正确的位置和姿态。精度要求为:直线度≤1mm,角度对正≤0.2′,错边量≤0.5mm。
测量时,利用两台高精度测量全站仪配合球棱镜测量,如图10 所示。

图10 筒节组对时的尺寸测量示意图
在大概对边的位置各布设一台仪器,保证两台仪器通视。先在下筒体表面上大致均匀的位置测量一些点位,圆柱(或圆锥)拟合得到中轴线1 及下筒体的坐标系,以此作为上筒体装配的基准。待上筒体放置到下筒体上以后,在上筒体表面上大致均匀的位置测量一些点位,圆柱拟合得到中轴线2 及中轴线上靠下的某一点A 的坐标,改变圆柱拟合的初值再拟合圆柱得到中轴线上靠上的某一点B 的坐标,如图4。由中轴线1 和中轴线2 的夹角判断角度对正量,由A 点和B 点在下筒体坐标系下的坐标值判断错边量及上筒体的倾斜方向。只要角度对正量及错边量调整至精度要求以内,则可保证其直线度。
4、接管与筒节装配时的尺寸测量
在接管装配时接管的位置也需要高精度的测量手段进行保障。精度要求为:接管与筒节轴线垂直度≤0.1′,沿筒节的周向角度公差≤0.3′,线性尺寸的位置公差≤0.5mm。
(1)接管与筒节轴线垂直度测量。在接管大概正对的位置各布设一台全站仪,布设时保证仪器通视,如图11 所示。在筒体表面大致均匀的位置测量一些点位,圆柱(或圆锥)拟合得到筒体的中心轴线及筒体坐标系。
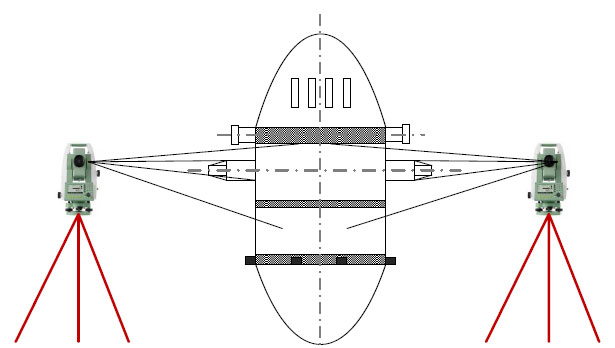
图11 接管与筒节轴线垂直度测量示意图
在接管表面大致均匀的位置测量一些点位,圆柱(或圆锥)拟合得到接管的中心轴线,并在接管上找出中轴线两端的两个点位。根据筒体的中心轴线与接管的中心轴线的夹角判断接管与筒节轴线垂直度,并接管中轴线两端的两个点位的在筒体坐标系下的纵坐标判断接管与筒体不垂直的偏移方向,故而进行调整。根据点位测量精度及接管的大小,垂直度测量的精度大概为30″。
(2)沿筒节的周向角度公差。测量时仪器布设位置与图11 所示一直。在筒体表面大致均匀的位置测量一些点位,圆柱(或圆锥)拟合得到筒体的中心轴线及筒体坐标系。在接管表面大致均匀的位置测量一些点位,圆柱(或圆锥)拟合得到接管的中心轴线。判断筒体中轴线与接管是否相交,如不相交则将接管调整,直至筒体中轴线与接管相交,再判断两个接管中心轴线的夹角,是否满足设计要求,如不满足,调整时将某一个接管绕筒体中轴线进行调整。
(3)线性尺寸的位置公差。测量时仪器布设位置与图11 所示一直。在筒体表面大致均匀的位置测量一些点位,圆柱(或圆锥)拟合得到筒体的中心轴线及筒体坐标系。在接管表面大致均匀的位置测量一些点位,圆柱(或圆锥)拟合得到接管的中心轴线。判断筒体中轴线与接管是否相交,如不相交则将接管沿筒体的切向进行调整,直至筒体中轴线与接管相交。


